Sebastian Marth
Junior-Experte
- Dabei seit
- 22.11.2014
- Beiträge
- 121
Hallo User´s.
Seit dem Sailfishupdate habe ich Probleme und mir wurde schnell klar, egal was ich google und wo ich lese, jeder hat eine andere Einstellung.
Daher habe ich beschlossen, meine ganze Verfahrensweise hier zu dokumentieren und dann ein Feedback zu bekommen.
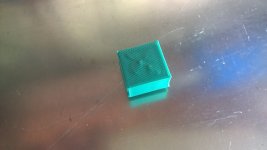
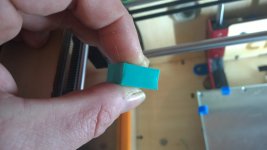
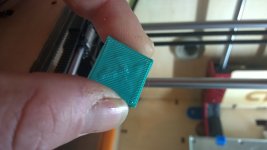
Meine Probleme und Verfahrenswege sind auf den Fotos.
Probleme:
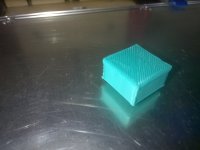
Meine Drucke hatten links vorne und öfters rechts hinten, in den Wänden fehlende Filamentstreifen. Als ob er zu früh aufhört und zu spät startet.
Im weiteren war meine Deckschicht nicht richtig gedeckt und ab und zu war auch der Boden nicht richtig, als ob er das Filament zu langsam oder überhaubt nicht rausdrückte.
Verfahrensweg:
Ich beschloss alles von Anfang an neu zu machen (so habe ich es im Forum auch geschrieben).
Let´s go...
DAS HIER SIND MEINE GESAMMELTEN INFOS UND MIT VORSICHT ZU GENIESSEN.
Dieses Programm wird genutzt: replicatorg-0040r24-Sailfish
Diese Infos habe ich mir aus dem Netz und von meinen Programm geholt:
Seiten für die Einstellung im replicatorg Preferences:
http://jettyfirmware.yolasite.com/re...e/firmware.xml
http://jettyfirmware.yolasite.com/re...e/firmware.xml
http://firmware.makerbot.com/firmware.xml
Einstellungen bei der onboard Firmeneinstellung (das sind die Dinge, die ich gesammelt habe, daher mit Vorsicht benutzen)
151,987 152
74,995 74
33,971 32,006
0,0085 0,005 7,02745104 7,05490208
0,00899 0,055 0,32549021 0,32549021
36,14117813 36,28235245
Default Acceleration Settings:
Replicator Thing-o-Matic, Cupcake
Acceleration enabled enabled
Max acceleration normal moves 2000 mm/s² 2000 mm/s²
Max acceleration extruder-only moves 2000 mm/s² 4000 mm/s²
Max acceleration X,Y 1000 mm/s² 500 mm/s²
Max acceleration Z 150 mm/s² 150 mm/s²
Max acceleration A,B 2000 mm/s² 10000 mm/s²
Max speed change X,Y (fine quality) 15 mm/s 15 mm/s
Max speed change Z (fine quality) 10 mm/s 10 mm/s
Max speed change A,B (fine quality) 20 mm/s 20 mm/s
Max speed change X,Y (draft quality) 40 mm/s 40 mm/s
Max speed change Z (draft quality) 10 mm/s 10 mm/s
Max speed change A,B (draft quality) 40 mm/s 40 mm/s
JKN Advance K 0.005 0.007
JKN Advance K2 0.055 0.004
Replicator Thing-o-Matic, Cupcake
Deprime A,B 16 steps 8 steps
Override GCode temperature Disabled Disabled
Preheat during pause Enabled Enabled
Slowdown Enabled Enabled
Tool 0 = A axis = Right
Tool 1 = B axis = Left
Z axis feed rates in excess of 30 mm/s may be pushing your luck.
Begin calibrating K by ensuring that acceleration is enabled and setting the
JKN Advance K2 parameter to 0. Also, make sure that the maximum X and Y axis
acceleration values are at or below 500 mm/s² so as to minimize overshoot effects.
You will also want a calibration cube sliced at a feed rate which you have determined your bot can handle.
The acceleration parameter controls whether or not acceleration is used when printing.
When enabled, acceleration is used. Disable this setting to print without the aid of acceleration.
When acceleration is disabled, be sure to use slow feed rates when slicing your models:
fast rates will shake your bot too much and result in poor print quality. For unaccelerated operation,
keep travel feed rates to 50 mm/s and printing feed rates to either 40 mm/s for Replicators or 30 mm/s for Thing-O-Matics and Cupcakes.
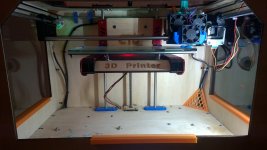
Drucker Gesamtvolumen: 320 * 467 * 381mm
Verpackungsgröße: 565 * 430 * 535mm
Gewicht (einschließlich Verpackung), 15KG
Gebäudegröße: 225 * 145 * 150mm
Eingangsspannung: 110V / 220V
Jump'n'Run Temperatur: ca. 120 (richtige Heizung im Winter, kühl im Sommer angemessen)
Extrusion Düsenströmung ist etwa 24CC / h
Unterstützte Betriebssysteme: Windows XP Windows7
Software: ReplicatorG oder Westen nach chinesischen Version
Print Materialien: ABS, PLA
Materialeigenschaften: nicht-industriellen Niveau der 3D-Drucker und PCL ABS-Material mit einem Durchmesser von 1,75 mm
Schichtgenauigkeit: 0,1mm-0,5mm Positioniergenauigkeit: XY Achse 0.011mm Filamentdurchmessers: Z-Achse 0,0025 mm Düsendurchmesser: 0,4 mm
Bewegungsachse Geschwindigkeit: 30mm / s_100mm / s
Empfohlene Düsenbewegungsgeschwindigkeit: 35-40 mm / s
Eingabedateitypen: stl, gcode
PLA vs. ABS
Die Schmelztemperaturen für PLA-Filamente liegen bei rund 160 – 190 °C (Tabelle) und somit deutlich unterhalb der Schmelztemperaturen von
ABS mit etwa 210 – 240 °C. Die Verarbeitungstemperatur der Filamente sollte deutlich höher gewählt werden als deren Schmelztemperatur.
So sind für PLA Düsentemperaturen von 180 – 210 °C sinnvoll. Für ABS sind Düsentemperaturen von 215 – 250 °C geeignet, die Heizbetttemperatur
sollte hier zwischen 100 und 125 °C liegen. Bei PLA sollte eine Heizbetttemperatur von 50 – 70 °C gewählt werden. Die exakten Temperaturen
sind vom verwendeten Filament und der Druckerdüse abhängig. Die Temperatur des Heizbetts muss hierbei stets unterhalb der Erweichungstemperatur
des Filaments liegen, da sich das Bauteil ansonsten plastisch verformt. Bei PLA wird ein beheiztes Bett nicht zwingend benötigt,
bei ABS hingegen ist es ein unverzichtbarer Bestandteil. Eine Nachbehandlung der Teile durch fräsen, bohren, drehen, beschichten,
etc. ist bei ABS aufgrund der guten Schlagzähigkeits-Eigenschaften besser möglich als bei PLA.
PLA besitzt sehr gute mechanisch-physikalische Eigenschaften. Und sofern keine speziellen Anforderungen an das zu druckende Bauteil gestellt werden,
wie z. B. extrem hohe Festigkeitswerte oder hohe Witterungsbeständigkeit für einen Außeneinsatz, hat sich PLA als zuverlässiges und gut druckbares Material bewährt.
Im Allgemeinen ist PLA etwas härter und spröder (höherer E-Modul) als ABS, verbunden mit einer höheren Oberflächenhärte. ABS ist „weicher“, leichter plastisch verformbar und besser nachbearbeitbar.
Diese Festigkeits- Unterschiede sind jedoch minimal. Weitere Eigenschaften beider Filament-Materialien sind folgenden Tabellen zu entnehmen.
Infoseiten zum update:
http://www.makerbot.com/sailfish/install/
http://www.makerbot.com/sailfish/tuning/
Update getätigt und alles auf Werkeinstellung gesetzt. Dann habe ich folgende Daten eingestellt:
Jetzt muss ich das Plattenlevel neu einstellen, da ich dies gestern nicht mehr geschafft habe. Leider ist meine Halterung für meine Messuhr defekt, aber die kann ich später neu drucken.
Also gehts mit dem Blatt Papier los. ;(
Seit dem Sailfishupdate habe ich Probleme und mir wurde schnell klar, egal was ich google und wo ich lese, jeder hat eine andere Einstellung.
Daher habe ich beschlossen, meine ganze Verfahrensweise hier zu dokumentieren und dann ein Feedback zu bekommen.
Meine Probleme und Verfahrenswege sind auf den Fotos.
Probleme:
Meine Drucke hatten links vorne und öfters rechts hinten, in den Wänden fehlende Filamentstreifen. Als ob er zu früh aufhört und zu spät startet.
Im weiteren war meine Deckschicht nicht richtig gedeckt und ab und zu war auch der Boden nicht richtig, als ob er das Filament zu langsam oder überhaubt nicht rausdrückte.
Verfahrensweg:
Ich beschloss alles von Anfang an neu zu machen (so habe ich es im Forum auch geschrieben).
Let´s go...
DAS HIER SIND MEINE GESAMMELTEN INFOS UND MIT VORSICHT ZU GENIESSEN.
Dieses Programm wird genutzt: replicatorg-0040r24-Sailfish
Diese Infos habe ich mir aus dem Netz und von meinen Programm geholt:
Seiten für die Einstellung im replicatorg Preferences:
http://jettyfirmware.yolasite.com/re...e/firmware.xml
http://jettyfirmware.yolasite.com/re...e/firmware.xml
http://firmware.makerbot.com/firmware.xml
Einstellungen bei der onboard Firmeneinstellung (das sind die Dinge, die ich gesammelt habe, daher mit Vorsicht benutzen)
151,987 152
74,995 74
33,971 32,006
0,0085 0,005 7,02745104 7,05490208
0,00899 0,055 0,32549021 0,32549021
36,14117813 36,28235245
Default Acceleration Settings:
Replicator Thing-o-Matic, Cupcake
Acceleration enabled enabled
Max acceleration normal moves 2000 mm/s² 2000 mm/s²
Max acceleration extruder-only moves 2000 mm/s² 4000 mm/s²
Max acceleration X,Y 1000 mm/s² 500 mm/s²
Max acceleration Z 150 mm/s² 150 mm/s²
Max acceleration A,B 2000 mm/s² 10000 mm/s²
Max speed change X,Y (fine quality) 15 mm/s 15 mm/s
Max speed change Z (fine quality) 10 mm/s 10 mm/s
Max speed change A,B (fine quality) 20 mm/s 20 mm/s
Max speed change X,Y (draft quality) 40 mm/s 40 mm/s
Max speed change Z (draft quality) 10 mm/s 10 mm/s
Max speed change A,B (draft quality) 40 mm/s 40 mm/s
JKN Advance K 0.005 0.007
JKN Advance K2 0.055 0.004
Replicator Thing-o-Matic, Cupcake
Deprime A,B 16 steps 8 steps
Override GCode temperature Disabled Disabled
Preheat during pause Enabled Enabled
Slowdown Enabled Enabled
Tool 0 = A axis = Right
Tool 1 = B axis = Left
Z axis feed rates in excess of 30 mm/s may be pushing your luck.
Begin calibrating K by ensuring that acceleration is enabled and setting the
JKN Advance K2 parameter to 0. Also, make sure that the maximum X and Y axis
acceleration values are at or below 500 mm/s² so as to minimize overshoot effects.
You will also want a calibration cube sliced at a feed rate which you have determined your bot can handle.
The acceleration parameter controls whether or not acceleration is used when printing.
When enabled, acceleration is used. Disable this setting to print without the aid of acceleration.
When acceleration is disabled, be sure to use slow feed rates when slicing your models:
fast rates will shake your bot too much and result in poor print quality. For unaccelerated operation,
keep travel feed rates to 50 mm/s and printing feed rates to either 40 mm/s for Replicators or 30 mm/s for Thing-O-Matics and Cupcakes.
Drucker Gesamtvolumen: 320 * 467 * 381mm
Verpackungsgröße: 565 * 430 * 535mm
Gewicht (einschließlich Verpackung), 15KG
Gebäudegröße: 225 * 145 * 150mm
Eingangsspannung: 110V / 220V
Jump'n'Run Temperatur: ca. 120 (richtige Heizung im Winter, kühl im Sommer angemessen)
Extrusion Düsenströmung ist etwa 24CC / h
Unterstützte Betriebssysteme: Windows XP Windows7
Software: ReplicatorG oder Westen nach chinesischen Version
Print Materialien: ABS, PLA
Materialeigenschaften: nicht-industriellen Niveau der 3D-Drucker und PCL ABS-Material mit einem Durchmesser von 1,75 mm
Schichtgenauigkeit: 0,1mm-0,5mm Positioniergenauigkeit: XY Achse 0.011mm Filamentdurchmessers: Z-Achse 0,0025 mm Düsendurchmesser: 0,4 mm
Bewegungsachse Geschwindigkeit: 30mm / s_100mm / s
Empfohlene Düsenbewegungsgeschwindigkeit: 35-40 mm / s
Eingabedateitypen: stl, gcode
PLA vs. ABS
Die Schmelztemperaturen für PLA-Filamente liegen bei rund 160 – 190 °C (Tabelle) und somit deutlich unterhalb der Schmelztemperaturen von
ABS mit etwa 210 – 240 °C. Die Verarbeitungstemperatur der Filamente sollte deutlich höher gewählt werden als deren Schmelztemperatur.
So sind für PLA Düsentemperaturen von 180 – 210 °C sinnvoll. Für ABS sind Düsentemperaturen von 215 – 250 °C geeignet, die Heizbetttemperatur
sollte hier zwischen 100 und 125 °C liegen. Bei PLA sollte eine Heizbetttemperatur von 50 – 70 °C gewählt werden. Die exakten Temperaturen
sind vom verwendeten Filament und der Druckerdüse abhängig. Die Temperatur des Heizbetts muss hierbei stets unterhalb der Erweichungstemperatur
des Filaments liegen, da sich das Bauteil ansonsten plastisch verformt. Bei PLA wird ein beheiztes Bett nicht zwingend benötigt,
bei ABS hingegen ist es ein unverzichtbarer Bestandteil. Eine Nachbehandlung der Teile durch fräsen, bohren, drehen, beschichten,
etc. ist bei ABS aufgrund der guten Schlagzähigkeits-Eigenschaften besser möglich als bei PLA.
PLA besitzt sehr gute mechanisch-physikalische Eigenschaften. Und sofern keine speziellen Anforderungen an das zu druckende Bauteil gestellt werden,
wie z. B. extrem hohe Festigkeitswerte oder hohe Witterungsbeständigkeit für einen Außeneinsatz, hat sich PLA als zuverlässiges und gut druckbares Material bewährt.
Im Allgemeinen ist PLA etwas härter und spröder (höherer E-Modul) als ABS, verbunden mit einer höheren Oberflächenhärte. ABS ist „weicher“, leichter plastisch verformbar und besser nachbearbeitbar.
Diese Festigkeits- Unterschiede sind jedoch minimal. Weitere Eigenschaften beider Filament-Materialien sind folgenden Tabellen zu entnehmen.
Infoseiten zum update:
http://www.makerbot.com/sailfish/install/
http://www.makerbot.com/sailfish/tuning/
Update getätigt und alles auf Werkeinstellung gesetzt. Dann habe ich folgende Daten eingestellt:
Jetzt muss ich das Plattenlevel neu einstellen, da ich dies gestern nicht mehr geschafft habe. Leider ist meine Halterung für meine Messuhr defekt, aber die kann ich später neu drucken.
Also gehts mit dem Blatt Papier los. ;(
Anhänge
-
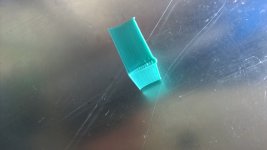 photo1206.jpg1,1 MB · Aufrufe: 0
photo1206.jpg1,1 MB · Aufrufe: 0 -
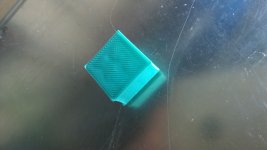 photo1207.jpg975,2 KB · Aufrufe: 0
photo1207.jpg975,2 KB · Aufrufe: 0 -
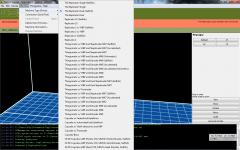 photo1208.png156,9 KB · Aufrufe: 0
photo1208.png156,9 KB · Aufrufe: 0 -
 photo1209.png201,3 KB · Aufrufe: 0
photo1209.png201,3 KB · Aufrufe: 0 -
 photo1210.png216,1 KB · Aufrufe: 0
photo1210.png216,1 KB · Aufrufe: 0 -
 photo1211.png249,6 KB · Aufrufe: 0
photo1211.png249,6 KB · Aufrufe: 0 -
 photo1212.png195,5 KB · Aufrufe: 0
photo1212.png195,5 KB · Aufrufe: 0 -
 photo1213.png199,2 KB · Aufrufe: 0
photo1213.png199,2 KB · Aufrufe: 0 -
 photo1214.png254,8 KB · Aufrufe: 0
photo1214.png254,8 KB · Aufrufe: 0 -
 photo1215.png243,1 KB · Aufrufe: 0
photo1215.png243,1 KB · Aufrufe: 0 -
 photo1216.png152,3 KB · Aufrufe: 0
photo1216.png152,3 KB · Aufrufe: 0 -
 photo1217.jpg1,4 MB · Aufrufe: 0
photo1217.jpg1,4 MB · Aufrufe: 0
Zuletzt bearbeitet: