Als erstes stell mal Deine Geschwindigkeit in S3D auf mm/sec um, mit so großen Zahlen rechne ich nur auf meinem Bankkonto (Letzteres soll ein Scherz sein)
Sehr zu empfehlen wäre es, dass Du in das S3D-Forum (
http://www.forum.simplify3d.com/view...php?f=8&t=2042 ) einsteigst und Dir zumindest die Tipp of the day rein ziehst. Das wird Dir sehr viel Ärger ersparen. Natürlich auch die anderen Themen, soweit sie einschlägig sind.
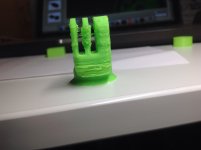
Bild 1
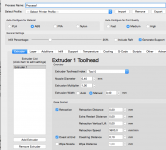
0,4er Düse und manuelle ExtrusionWidth auf ebenfalls 0,4 beißen sich heftig, denn das besagt, dass der Materialstrang nicht genügend ausgebreitet und damit nach unten verankert wird. Stell auf Automatik, bei ABS werden dann automatisch 0,48 mm vom Programm gewählt.
Retract - kann richtig sein, wenn Du einen Direkt-Extruder hast, also keinen Bowden; für Bowden sind so ab ca 4 mm richtig, weil erst mal das Spiel aus dem Rohr genommen werden muss.
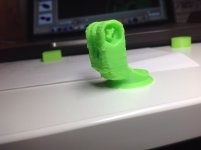
Extra Restart = 0 ??? das kann richtig sein, wird aber in den meisten Fällen nicht zutreffen, vor allem wenn Material sehr heiß und damit flüssig. Negative Werte sind hier gefragt, damit das Filament nicht ganz so weit wieder nach dem Retract vor gefördert, sonst gibt es die Bobbelchen, wie Du sie ja auch hast.
Retraction Lift ??? warum hebst Du die Nase zum Retract nicht an? >>> austesten, was die bessere Einstellung ist.
Retraction Speed ist 3600 = 60mm/sec; das ist ein passabler Mittelwert, der Dir viel Raum zum Spielen gibt. Schnell oder Langsam, das ist die ungelöste Frage >>> austesten
Coast at End ist sehr knapp bemessen mit 0,1! Damit wird die Förderung des Filament vor erreichen des Endes der Bahn unterbrochen, aber die Suppe läuft noch eine Weile weiter, bei Bowden um so mehr, als noch gehörig Spannung im Rohr ist; ich denke, dass es mindestens der Düsendurchmesser sein sollte. Den Unterschied erkennst Du an entstehenden Löchern. Also: >>> spielen!
Wipe Nozzle, das ist das Abputzen der Rotznase am Ärmel, die Düse läuft um diesen Betrag auf der bisherigen Bahn zurück, um sich zu putzen; erst dann erfolgt der Retract.
Das war jetzt mal auf die Schnelle nur Bild 1. Wenn Du meinem Rat folgst und das S3D-Forum bemühst, kannst Du das alles haarklein in den Ausführungen des entwicklernahen Members Keyboardwarrior nachlesen. Die Mouse über die Kästchen schieben zeigt auch Anweisungen, nur nicht so ausführlich.
Zu den anderen Einstellungen später.
H.
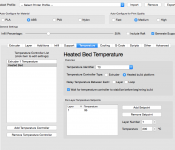
Nachtrag, damit ich es nicht vergesse: alle Einstellungen beziehen sich allein auf das aktuelle Material UND die aktuelle Temperatur !!! Veränderst Du eins von denen, beginnt das Spiel von vorn. Das pendelt sich mit der Zeit und wachsender Erfahrung etwas ein, geht aber nie ganz weg.