A
Apa
Foren-Profi
- Dabei seit
- 09.10.2014
- Beiträge
- 653
Hallo,
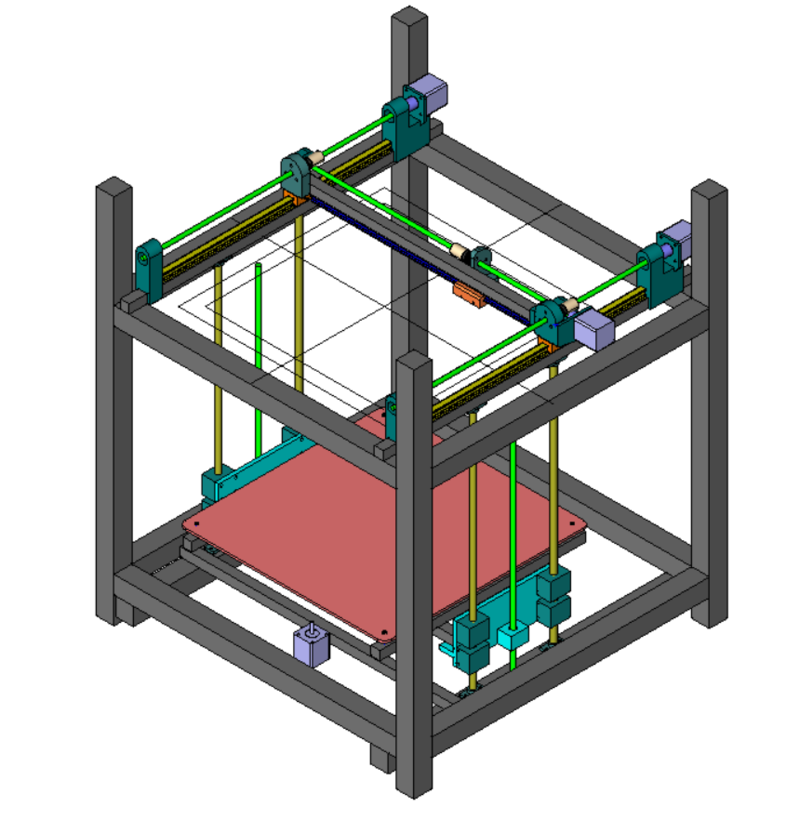
nun bin ich schon eine gewisse Zeit am sammeln von Teilen und an der Konstruktion eines eigenen größeren Druckers mit einem Bauraum von 3 x 400mm.
Als Bauform habe ich mir dazu einen Cube ausersehen, bei diesem ich ursprünglich die X und Y-Achsen mit Ketten antreiben wollte. Die Fürhrung dieser Achsen erfolgt über Linearschinen und Laufwagen die ich schon bei mir liegen habe.

Nachdem ich aber in einem Beitrag auf IGUS Steilspindeln 10 x 25mm gestoßen bin habe ich diese nun in meine Konstruktion eingebunden um eine möglichst spielfreie und trotzdem schnelle bewegung der Achsen zu ermöglichen ohne Probleme mit der Elastizität von Zahnriemen zu haben.
https://www.igus.de/wpck/11091/N14_1...?playlistid=58
Darauf aufbauend habe ich eine Zeichnung angefertigt.
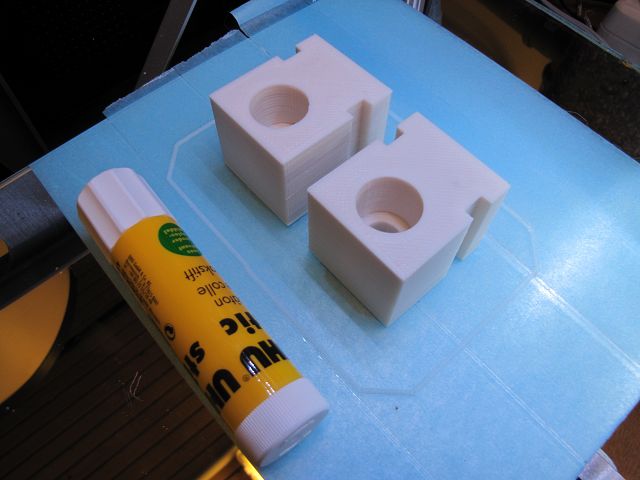
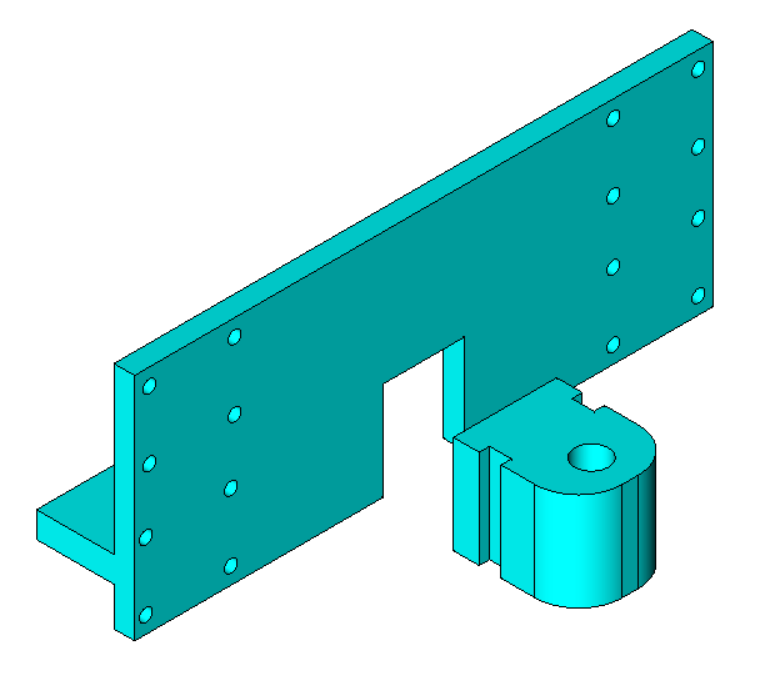
 Momentan bin ich nun damit beschäftigt die Z-Achse und die damit erforderlichen Bauteile zu konstruieren. Das Keramikdruckbett wird von 4 12mm Achsen und entsprechenden Lagern geführt. dazwischen bringe ich zwei 10 x 2mm Trapezgewindespindeln an deren Muttern schwimmen in einer Aufnahme geführt werden. Das hier sind die Zeichnungen der Bauteile die ich aus HT-PLA drucken werde.
Momentan bin ich nun damit beschäftigt die Z-Achse und die damit erforderlichen Bauteile zu konstruieren. Das Keramikdruckbett wird von 4 12mm Achsen und entsprechenden Lagern geführt. dazwischen bringe ich zwei 10 x 2mm Trapezgewindespindeln an deren Muttern schwimmen in einer Aufnahme geführt werden. Das hier sind die Zeichnungen der Bauteile die ich aus HT-PLA drucken werde.
 Gruß Edwin
Gruß Edwin
nun bin ich schon eine gewisse Zeit am sammeln von Teilen und an der Konstruktion eines eigenen größeren Druckers mit einem Bauraum von 3 x 400mm.
Als Bauform habe ich mir dazu einen Cube ausersehen, bei diesem ich ursprünglich die X und Y-Achsen mit Ketten antreiben wollte. Die Fürhrung dieser Achsen erfolgt über Linearschinen und Laufwagen die ich schon bei mir liegen habe.
Nachdem ich aber in einem Beitrag auf IGUS Steilspindeln 10 x 25mm gestoßen bin habe ich diese nun in meine Konstruktion eingebunden um eine möglichst spielfreie und trotzdem schnelle bewegung der Achsen zu ermöglichen ohne Probleme mit der Elastizität von Zahnriemen zu haben.
https://www.igus.de/wpck/11091/N14_1...?playlistid=58
Darauf aufbauend habe ich eine Zeichnung angefertigt.
Zuletzt bearbeitet: