H
horst.w
Foren-Profi
- Dabei seit
- 13.05.2014
- Beiträge
- 935
Hallo zusammen,
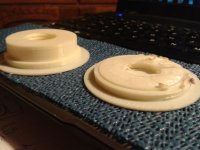
nachdem ich in anderen Themen ja schon Bilder meiner Drucke gezeigt habe, die nicht so besonders gut raus kamen, heute für die Galerie der Dremel-Adapter (Quelle: Thingiverse, warum das Rad neu erfinden), der die Maschinenaufnahme von den üblichen 43mm (Bohrmaschinen, Oberfräsen /Fräsmotoren, Bohrständer u.a.m.) auf die 20 mm des Dremel oder Proxxon reduziert.
Das Besondere an dem Druckergebnis ist, dass es mit einer 0,60mm Düse bei 0,25 mm Layer und 0,5 mm (!) ExtrusionWidth gedruckt ist. Perimeter waren 2 bei 50 % Infill.
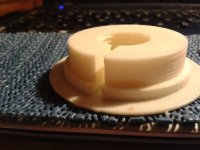
Auf einem der Bilder ist ein Druckversuch (wirklich nur ein Versuch um des Testens willen, weil die Gelegenheit so gut war) mit gleicher Düse und Layerstärke, aber nur 1 Perimeter und 100 % Infill, zu sehen. Wie man unschwer erkennen kann, ist dieser Versuch voll in die Hose gegangen, aber es geht ja ums Lernen! Und ich habe gelernt, dass 100% Infill höchst empfindlich ist, denn es bleibt kein Platz für Ungenauigkeiten, die aus Filamentstärke usw her resultieren. Selbst die Rücknahme des (Material-)Flow's um immerhin 10% hat den Druck nicht mehr retten können.
Auf den Bildern kommen die geringfügigen Unebenheiten des Drucks überdeutlich raus, in Wirklichkeit sind sie kaum zu sehen und zu spüren; Nacharbeit außen nicht erforderlich. Winkeltreue / Rundheit und Maßhaltigkeit sehr gut.
H.
Drucker: Mankati, 3mm ABS-Filament, 245°, Druckbett 80 ° mit Uhu-Klebestift, mit Isopropylalkohol angeweicht und dann mit einer geschlossenporigen Schaumstoff-Tapetenrolle gewalzt (ergibt eine velourartige Oberfläche mit extremer Haltekraft, kalt kann man das Objekt ohne Problem "abpflücken"), Raft ohne Base-Layer.
nachdem ich in anderen Themen ja schon Bilder meiner Drucke gezeigt habe, die nicht so besonders gut raus kamen, heute für die Galerie der Dremel-Adapter (Quelle: Thingiverse, warum das Rad neu erfinden), der die Maschinenaufnahme von den üblichen 43mm (Bohrmaschinen, Oberfräsen /Fräsmotoren, Bohrständer u.a.m.) auf die 20 mm des Dremel oder Proxxon reduziert.
Das Besondere an dem Druckergebnis ist, dass es mit einer 0,60mm Düse bei 0,25 mm Layer und 0,5 mm (!) ExtrusionWidth gedruckt ist. Perimeter waren 2 bei 50 % Infill.
Auf einem der Bilder ist ein Druckversuch (wirklich nur ein Versuch um des Testens willen, weil die Gelegenheit so gut war) mit gleicher Düse und Layerstärke, aber nur 1 Perimeter und 100 % Infill, zu sehen. Wie man unschwer erkennen kann, ist dieser Versuch voll in die Hose gegangen, aber es geht ja ums Lernen! Und ich habe gelernt, dass 100% Infill höchst empfindlich ist, denn es bleibt kein Platz für Ungenauigkeiten, die aus Filamentstärke usw her resultieren. Selbst die Rücknahme des (Material-)Flow's um immerhin 10% hat den Druck nicht mehr retten können.
Auf den Bildern kommen die geringfügigen Unebenheiten des Drucks überdeutlich raus, in Wirklichkeit sind sie kaum zu sehen und zu spüren; Nacharbeit außen nicht erforderlich. Winkeltreue / Rundheit und Maßhaltigkeit sehr gut.
H.
Drucker: Mankati, 3mm ABS-Filament, 245°, Druckbett 80 ° mit Uhu-Klebestift, mit Isopropylalkohol angeweicht und dann mit einer geschlossenporigen Schaumstoff-Tapetenrolle gewalzt (ergibt eine velourartige Oberfläche mit extremer Haltekraft, kalt kann man das Objekt ohne Problem "abpflücken"), Raft ohne Base-Layer.
Anhänge

Zuletzt bearbeitet:
")
