Orbiter
Foren-Einsteiger
- Dabei seit
- 14.04.2014
- Beiträge
- 10
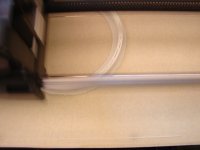
Das Teil liegt so rum im Drucker wie auf dem Foto abgebildet, unten ist ein kleiner Radius, der ist recht gut geworden, je weiter nach oben ich schaue desto schlechter wird sowohl die welligkeit wie auch der Gesamtdurchmesser der eher Trichterförmig wirkt,
Die Software mit der ich arbeite ist Markerbot, das Teil in schlechtester auflösung, hat das beste ergebniss erzielt, das fragment rechts im Bild wurde mit höchster Auflösung gedruckt, und löste sich vor vertigstellung vom Tisch. Ist aber welliger wie das in schlechter Auflösung.
Die Masse weichen um etwas mer wie 1% von dem Modell aus dem CAD ab, wie kompensiert ihr so etwas ? gibt es da Tebellen für oder einfach über skalieren entsprechend größer skalieren.
Liegt das an dem Billig Japan drucker, oder habt ihr die Probleme auch ?
Hier ein paar Fakten,
Tisch Tempratur 110°
Düse so um die 230° leicht schwankend, also manchmal auch nur 222°
PLA
Alle settings stehen auf Default.
Grüße
Markus Hurra der Kreis ist rund Bernhardt
Die Software mit der ich arbeite ist Markerbot, das Teil in schlechtester auflösung, hat das beste ergebniss erzielt, das fragment rechts im Bild wurde mit höchster Auflösung gedruckt, und löste sich vor vertigstellung vom Tisch. Ist aber welliger wie das in schlechter Auflösung.
Die Masse weichen um etwas mer wie 1% von dem Modell aus dem CAD ab, wie kompensiert ihr so etwas ? gibt es da Tebellen für oder einfach über skalieren entsprechend größer skalieren.
Liegt das an dem Billig Japan drucker, oder habt ihr die Probleme auch ?
Hier ein paar Fakten,
Tisch Tempratur 110°
Düse so um die 230° leicht schwankend, also manchmal auch nur 222°
PLA
Alle settings stehen auf Default.
Grüße
Markus Hurra der Kreis ist rund Bernhardt


") )
)