F
Flash2408
Foren-Einsteiger
- Dabei seit
- 28.12.2022
- Beiträge
- 2
Hallo liebe Forenmitglieder,
mein Name ist Jens und ich bin neu hier im Forum. Ich habe mit dem Thema 3D Druck keinerlei Erfahrung, weiß nur, dass man hier eine ganze Menge auch verkehrt machen kann.
Ich habe jetzt vor kurzem einen Freesculpt 3D Drucker EX-1 geschenkt bekommen, weil der Vorbesitzer damit nicht zurecht kam und das Teil dann Jahrelang im Keller gestanden hat.
Nun habe ich mich schon an verschiedenen Stellen versucht schlau zu lesen (unter Anderem auch hier), aber die Probleme, die ich habe tauchten bisher nirgendwo so wirklich auf. Daher habe ich die Hoffnung, dass mir hier vll. jemand helfen kann.
Zunächst mal ist der Drucker technisch scheinbar einwandfrei. Die Platte heizt, die Düse wird heiß, der Kopf verfährt und das Filament wird auch transportiert.
Ich drucke mit der Pearl Software. Habe auch bereits mal einen Versuch mit Cura gestartet. Dieser druckt zwar auch, macht aber komische "Fädchen" außen und innen dran (siehe Foto).
Nun zu den Problemen, die ich festgestellt habe:
1. Es wir auf der Y-Achse (also die von Vorn nach hinten) nicht maßhaltig gedruckt. Bei einem eigentlich 25mm großen Teil war es nur 24mm groß.
2. Bei einem etwas schwierigeren Teil (einem Ohrring, eine Vorlage aus dem Netz), hat er mir die Oberfläche ziemlich offen gelassen, also ziemlich unschön. (siehe Foto)
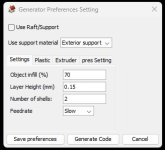
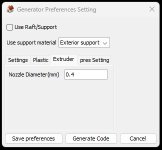
Beides ist mit der Pearl Software gedruckt mit den Parametern aus den Screenshots.
Leider kenne ich mich auch mit den Einstellungen überhaupt nicht aus, bzw. steige auch durch den Expertenmodus der Pearlsoftware nicht wirklich durch. Der Optimalfall wäre natürlich, wenn jemand auch diesen Drucker hat und mir helfen kann bzw. Parameter nennen kann, die ich einstellen muss.
Hoffe jemand von euch kann mir helfen.
Freue mich auf Antworten.
Es grüßt euch Jens
mein Name ist Jens und ich bin neu hier im Forum. Ich habe mit dem Thema 3D Druck keinerlei Erfahrung, weiß nur, dass man hier eine ganze Menge auch verkehrt machen kann.
Ich habe jetzt vor kurzem einen Freesculpt 3D Drucker EX-1 geschenkt bekommen, weil der Vorbesitzer damit nicht zurecht kam und das Teil dann Jahrelang im Keller gestanden hat.
Nun habe ich mich schon an verschiedenen Stellen versucht schlau zu lesen (unter Anderem auch hier), aber die Probleme, die ich habe tauchten bisher nirgendwo so wirklich auf. Daher habe ich die Hoffnung, dass mir hier vll. jemand helfen kann.
Zunächst mal ist der Drucker technisch scheinbar einwandfrei. Die Platte heizt, die Düse wird heiß, der Kopf verfährt und das Filament wird auch transportiert.
Ich drucke mit der Pearl Software. Habe auch bereits mal einen Versuch mit Cura gestartet. Dieser druckt zwar auch, macht aber komische "Fädchen" außen und innen dran (siehe Foto).
Nun zu den Problemen, die ich festgestellt habe:
1. Es wir auf der Y-Achse (also die von Vorn nach hinten) nicht maßhaltig gedruckt. Bei einem eigentlich 25mm großen Teil war es nur 24mm groß.
2. Bei einem etwas schwierigeren Teil (einem Ohrring, eine Vorlage aus dem Netz), hat er mir die Oberfläche ziemlich offen gelassen, also ziemlich unschön. (siehe Foto)
Beides ist mit der Pearl Software gedruckt mit den Parametern aus den Screenshots.
Leider kenne ich mich auch mit den Einstellungen überhaupt nicht aus, bzw. steige auch durch den Expertenmodus der Pearlsoftware nicht wirklich durch. Der Optimalfall wäre natürlich, wenn jemand auch diesen Drucker hat und mir helfen kann bzw. Parameter nennen kann, die ich einstellen muss.
Hoffe jemand von euch kann mir helfen.
Freue mich auf Antworten.
Es grüßt euch Jens