T
tunfox
Foren-Einsteiger
- Dabei seit
- 22.04.2016
- Beiträge
- 8
Hallo,
seit einiger Zeit versuche ich die risse in meiner Oberfläche weg zubekommen, leider ohne erfolg. Mittlerweile fehlt mir die Fantasie über welchen parameter ich die Gradwende hinbekommen kann. Auch der richtige Google-Suchbegrif fehlt mir.

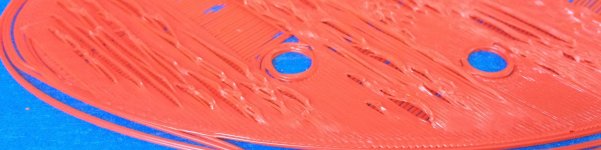
Ich drucke mit ABS, die erste Lage wird sauber, die darauf Folgende blättert dann immer. Alles darüber (das eigentliche Gitter und die Konturen sind nach einigen darauffolgenden Schichten von dem Fehler unbeeinträchtigt. Bei dem Teil auf dem Drucktisch kann man sehen, dass die untere Lage nicht deckend schließt, dass liegt daran, dass ich sowohl die Filamentzuführung in Slic3r testweiße auf 0.95 gedrosselt hatte und außerdem die Druckgeschwindigkeit mit verhältnismäßigen 40mm/s zu hoch war (nur ein Test normal nehme ich für die erste Lage 20mm/s).

Bei dem Zweiten Bild kann man erkenne, dass auch hier die "Deckschicht" die den zweiten Vollauftrag darstellt nicht haftet. Man sieht an hand der kleinen Faden auch, dass meine extruder Temperatur schon Grenzwertig war.
Alle Geschwindigkeiten bis auf die "Reisegeschwindigkeit" (50mm/s) Trossen ich in der Regel auf höchstens 35mm/s oder grade was den "solid speed" angeht auch auf 20mm/s, 10mm/s hab ich auch schon versucht.
Also noch mal in Stichpunkten meine Einflussversuche:
- Druckgeschwindigkeit erster Layer 10mm/s-45mm/s Standart: 20mm/s
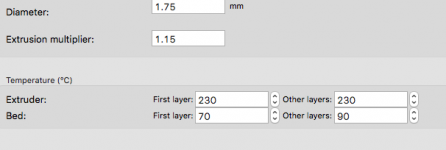
- Düsentemperatur erster Layer für ABS 220°C-235°C Standart 225°C
- Weitere Düsentemperatur für ABS 220°C-230°C Standart 225°C
- Druckbedtemperatur 60°C-90°C
- Düsennenndurchmesser 0,4mm
- Filamentvorschub 0,95-1,15 Standart 1,15
- Schichthöhe 0,3mm bzw. 0,4mm
Vielleicht hat jemand eine Idee und oder einen Namen für das Phänomen...
Danke schön
Grüßle
seit einiger Zeit versuche ich die risse in meiner Oberfläche weg zubekommen, leider ohne erfolg. Mittlerweile fehlt mir die Fantasie über welchen parameter ich die Gradwende hinbekommen kann. Auch der richtige Google-Suchbegrif fehlt mir.
Ich drucke mit ABS, die erste Lage wird sauber, die darauf Folgende blättert dann immer. Alles darüber (das eigentliche Gitter und die Konturen sind nach einigen darauffolgenden Schichten von dem Fehler unbeeinträchtigt. Bei dem Teil auf dem Drucktisch kann man sehen, dass die untere Lage nicht deckend schließt, dass liegt daran, dass ich sowohl die Filamentzuführung in Slic3r testweiße auf 0.95 gedrosselt hatte und außerdem die Druckgeschwindigkeit mit verhältnismäßigen 40mm/s zu hoch war (nur ein Test normal nehme ich für die erste Lage 20mm/s).
Bei dem Zweiten Bild kann man erkenne, dass auch hier die "Deckschicht" die den zweiten Vollauftrag darstellt nicht haftet. Man sieht an hand der kleinen Faden auch, dass meine extruder Temperatur schon Grenzwertig war.
Alle Geschwindigkeiten bis auf die "Reisegeschwindigkeit" (50mm/s) Trossen ich in der Regel auf höchstens 35mm/s oder grade was den "solid speed" angeht auch auf 20mm/s, 10mm/s hab ich auch schon versucht.
Also noch mal in Stichpunkten meine Einflussversuche:
- Druckgeschwindigkeit erster Layer 10mm/s-45mm/s Standart: 20mm/s
- Düsentemperatur erster Layer für ABS 220°C-235°C Standart 225°C
- Weitere Düsentemperatur für ABS 220°C-230°C Standart 225°C
- Druckbedtemperatur 60°C-90°C
- Düsennenndurchmesser 0,4mm
- Filamentvorschub 0,95-1,15 Standart 1,15
- Schichthöhe 0,3mm bzw. 0,4mm
Vielleicht hat jemand eine Idee und oder einen Namen für das Phänomen...
Danke schön
Grüßle


")