Jedes Filament ist anders! PLA / ABS u.a. sowieso, aber in der Gattung gibt es auch erhebliche Unterschiede, nicht nur von Hersteller zu Hersteller, auch von Rolle zu Rolle, wenn sie nicht aus der gleichen Charge stammen, und insbesonders Farben verändern die Eigenschaften. ABS-Geruchsarm ist vielleicht chemisch ein ABS, benehmen tut es sich aber ganz anders!
Ermittle manuell die optimale Temperatur; Hotend aufheizen auf den empfohlenen Temperaturbereich. Wenn es anfängt zu tropfen, langsam runter stellen, bis Du das Filament mit der Hand (weil's verwinkelt ist bei Dir, mithilfe eine kl. Spitzzange) nicht mehr durch schieben kannst. Von dieser Temperatur ausgehend, so um + 10°.
Merke: angezeigte Temperatur ist noch lange nicht die Drucktemperatur und die variiert durch Druckgeschwindigkeit, Düsengröße, Layerstärke, ExtrusionWidth oder auch Objektgröße (eine lange Bahn lässt sich leichter drucken als ein kleines Punkt-Gekräusel wie solche Zapfen.
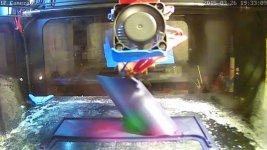
Lüfter: ich habe die originalen ja nicht so wie Du, kenne sie nicht im Betrieb. Aber allgemein, man muss darauf achten, dass die Düse möglichst nicht direkt angeblasen wird. Der Düsenkanal ist vielleicht 1 mm lang und eben 0,4 mm Durchmesser, das ist nun wirklich weniger als der berüchtigte hohle Zahn. Wenn der vom Luftstrom angestrahlt wird, sind schon Probleme mit der Temperatur angesagt.
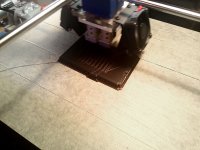
Das Filament soll / muss Zeit haben, etwas zu verlaufen und auf den Nachbarn unten drunter zu haften. Gleichzeitig soll/darf sich da aber kein Wärmenest aufbauen, sonst wird das Teil zu weich und die Düse schiebt es nur noch im Kreis wie einen Grasbüschel.
Es gibt etliche Gegenmittel, aber die wahre Offenbarung ist keine von denen. Das muss man einfach ausprobieren, wie es für dieses Objekt und dieses Filament am besten geht.
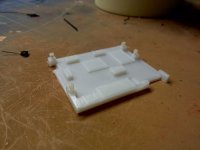
Ich kann ja Deine Ungeduld verstehen, aber sammele wirklich erst mal Erfahrungen, bevor Du Dich an solche Objekt wagst!
H.
")