paradroid
Ausnahmetalent
- Dabei seit
- 29.07.2014
- Beiträge
- 1.305
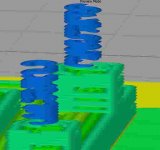
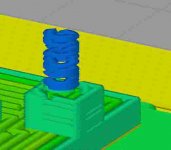
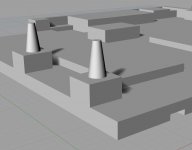
Ein Modellproblem erklärt nicht die regelrechte Verfärbung/Verschmelzung der Zapfen. ;-) Überleg mal, du fährst geschätzt 2 Perimeter, dann noch Infill (hoffe nicht 100%), da steht das Hotend quasi über den Zapfen die geschätzt nur 3-4 mal so klein sind wie Dein Heizblock. Und wir reden von PLA, das bei 50-60°C schon extrem weich sein kann. Der Block strahlt ab, die Düse strahlt ab.
Als Tipp: Entweder die Hitze runter (205°C bei 20mm/s? Je nach Materialqualität schon heftig) oder die Geschwindigkeit rauf. Dir ist sicher bekannt das die Temperatureinstellung von der Druckgeschwindigkeit abhängig ist, nicht nur vom Material?
Als Tipp: Entweder die Hitze runter (205°C bei 20mm/s? Je nach Materialqualität schon heftig) oder die Geschwindigkeit rauf. Dir ist sicher bekannt das die Temperatureinstellung von der Druckgeschwindigkeit abhängig ist, nicht nur vom Material?
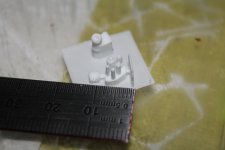
") Ehrgeiz und so. ... Nur die 2mm Zapfen grrr. Vielleicht sind sie einfach zu klein
Ehrgeiz und so. ... Nur die 2mm Zapfen grrr. Vielleicht sind sie einfach zu klein