Hi!
Bin grad wieder zurück gekommen. War mit Familie unterwegs - Traumwetter und Ostern...
Also direkt geht es bei Simplify nicht, aber was funktionieren könnte, wäre der Umweg über Prozesse, wie horst.w schon schrieb.
Du hast, wenn du einen Prozess anlegst, ja die Möglichkeit, alle möglichen Einstellungen für den Prozess anzulegen.
Hier kannst du - und mußt du auch bei mehreren Prozessen - angeben, von welcher bis zu welcher Höhe er gültig sein soll - z.b.
Prozess 1 von 0 bis 5.5 mm, Prozess 2 von 5.5 bis 12 mm usw...
Nun kannst du ja bei den Prozessen Skripte eintragen. Ich gehe mal davon aus, daß Start-Skript und End-Skript sich nicht auf den
einzelnen Prozess sondern den gesamten Druck beziehen - sonst würde er mit ja bei jedem Prozesswechsel komplett Homeing usw. ausführen...
Also wird dich das nicht weiter bringen. Die Lösung könnte, wenn du es direkt in Simplify generieren willst, die sein, daß du einen Prozess
nur für diesen einen Layer extra anlegst (also z.b. um bei dem oben zu bleiben, bei 5.5 bis 5.7 mm wenn er 0.2 mm hoch sein soll und der
erste Layer, wie ich es gern mache, 0.3 mm hoch ist und den Prozess 2 von 5.5 bis 12 mm auf 5.7 bis 12 mm änderst). Nun hast du einen
Prozess nur für einen einzigen Layer, eben bei Höhe 5.5 mm und dort trägst du im Reiter Layer Change G-Code ein. Hab es noch nie probiert, da
ich 1.tens mit einem RF1000 drucke - also die besonderheiten des Makerboot nicht direkt kenne und 2.tens aufgrund örtlichkeiten immer von SD
drucke.
Aber rein von der Logik, sollte er dann doch bei diesem Prozess bei jedem Layerwechsel - und das ist in dem Fall ja nur der eine Layer - den Befehl
M0 einbauen und auf einen Tastendruck warten.
Wäre zumindest mal eine Theoretische idee, wie man das ganze direkt und elegant hin bekommt, ohne suchen zu müssen, oder externe Editoren
bequemen zu müssen etc...
Aber ein anderer Weg fällt mir auf die schnelle jetzt nicht ein...
Hast du schonmal mit Prozessen gearbeitet? Weißt du, wie man diese anlegt?
Wenn nicht, eine kurze Anleitung:
Unten siehst du ein Fenster mit den Prozessen. Standardmäßig ist dort einer erwähnt.
Diesen, bzw. den den du kopieren möchtest, klickst du 1* an, dann ist er selektiert.
Unten nun auf ADD anklicken, dann erscheint eine exakte Kopie als Prozess2 bzw. Prozess X.
Mit DEL kannst du entsprechend die selektierten Prozesse wieder löschen...
So, damit hast du eine Kopie gemacht. Nun klickst du diese mittels Doppelklick an. Es geht nun
der bekannte Requester mit den einzelnen Reitern auf.
Die Grundeinstellungen hat er ja alle schon von dem vorherigen Prozess übernommen. Um die brauchst dich also nicht weiter zu kümmern.
Was du aber jetzt als erstes bei den einzelnen Prozessen unbedingt tun mußt (auch bei dem, von dem du die Kopie gezogen hast...!),
ist, Simplify zu sagen, von wo bis wo die jeweiligen Prozesse gültig sein sollen! Damit sortiert Simplify die nachher beim Gcode ein...!
Dazu gehst du auf den Reiter Advanced und sieht oben links Layer Modifikationen start at height and End at height. Hier mußt du mm und zehntel mm
der Positionen eintragen. Damit weiß Simplify dann, für welchen Bereich dieser Prozess gültig sein soll.
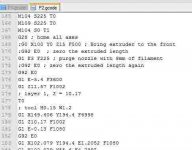
Als nächstes gehst du auf den Reiter Skripts und dort auf den Reiter Change Layer G-Code. Dort trägst du dann einfach deinen Gcode ein. In diesem
Fall M0.
Nach meiner Logik, sollte er nun, wenn er auf die Höhe stößt, den Prozess ausführen und der sagt Ihm, daß er bei höhenwechsel M0 ausführen soll.
Damit sollte er genau das beim ersten Layer auf der Höhe machen...
Wie gesagt: Noch nie probiert, aber für mein Verständnis sollte es so gehen - kann nur sein (ausprobieren!!!), daß er den Code erst am Ende ausführt.
Somit würde der Code also erst mit dem nächsten Layer gültig werden.
Würde Ihn vielleicht für 2 Layer (einen direkt davor und einen auf dem eigentlichen Layer) ausprobieren. Dann siehst sofort, ob er vor Layer-beginn oder
am Layer-ende diesen ausführt (vermute stark, daß er ihn erst am Ende des Layers ausführt...).
Hoffe, daß war jetzt nicht zu langatmig und einigermaßen verständlich - und vor allem, daß es funzt... ;-)
Gruß, Digibike
")