... der Weg ist prinzipiell schon richtig, das sind ja auch nur Kleinigkeiten, allerdings mit überproportionalen Auswirkungen. Wenn Dir der erste Layer in die Hose geht, ist das ganze Objekt im Eimer.
Ich habe auch die ganze Palette an Hilfsmitteln durch gehabt, so richtig und dauerhaft war da nichts - Bluetape und anderes Geklebe, Uhu-Stics, verdünnter Holzleim usw., usw. - jetzt habe ich seit über einem Jahr eine FilaPrint-Platte und bin aufs höchste zufrieden. Ohne jegliches Gepinsel o.ä. . Den zeitlichen Aufwand zum Aufheizen und Abkühlen kann ich locker verschmerzen, das spare ich doppelt und dreifach an NICHT-verunglückten Drucken wieder ein.
Ein Tipp aus dem RepRap-Forum zur Haftung war: PVA, 1 gr. in 10 ml Wasser auflösen und damit die Platte einstreichen. Klingt nicht schlecht, aber bitte unter jeglichem Vorbehalt, ich habe es nicht ausprobiert - mangels Bedarf! PVA-Samples bekommst Du bei den diversen Anbietern für kleines Geld; FilamentWorld hat 50 gr.Samples im Angebot.
Die Haftung des 1. Layers hängt auch vom Modell ab, ein rundes Teil ist nicht so empfindlich gegen Warping wie ein rechteckiges, lang gestrecktes Stück.
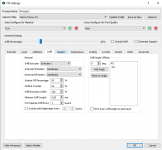
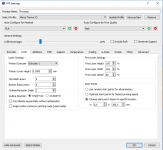
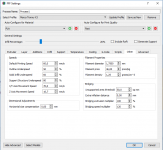
Zur Verbesserung der Standfläche drucke ich in aller Regel ein Skirt / Brim mit 1 - 2 Layer, 5 - beliebig Perimeter in einem Abstand von 0,05 mm mit. Und zum besseren Anpressen habe ich neben den Einstellungen für den FirtsLayer noch einen OffSet im GCode-Tab von -0,05 mm drin.
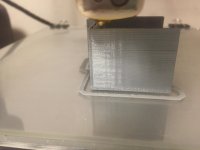
Das Motto Mehr hilft Mehr gilt bei der Druckerei nicht unbedingt. Das Material darf nicht seitlich unter der Düse raus quellen. Das würde seitliche "Wälle" aufbauen, über die die Düse bei den folgenden Layern stolpert. Wenn der ca 1 mm Querschnitt des Düsenbodens ausgenutzt wird reicht das völlig, wenn das nicht schon zuviel ist. Und je höher Du die Layer wählst (lt. Bildern oben 0,3 mm, das ist schon ein kleiner Kälberstrick), desto gravierender wirken sich schon geringfügige Änderungen in den Einstellungen oder Unregelmäßigkeiten im Filamentdurchmesser aus. Gehe mal auf zivile 0,15 mm zurück. Es ist zu bedenken, dass zur Layerhöhe auch noch der Bettabstand hinzu kommt. Und die Spalte will ja erst mal gefüllt sein. Wenn Du den Druck mit größeren Layerhöhen durchziehen willst, richte entsprechende Prozesse ab dem 2. Layer ein.
Um Auswirkungen von Einstellungsänderungen beobachten zu können, muss man nicht ganze Würfel u.dgl. drucken, die Perimeter und evtl ein Stück der SolidInfills reichen, um Gut oder Schlecht beurteilen zu können.







") , siehste!
, siehste!
