F
fliegerlein
Foren-Einsteiger
- Dabei seit
- 04.06.2015
- Beiträge
- 1
Moin die Herren,
erst mal hallo, ich bin der Carsten.
Mein Problem:
Ich bin gerade dabei, den DeltaTower und Simplify zu verheiraten. Gestaltet sich aber äuserst schwierig.
Hatte vorher Cura laufen. Da passten die G-codes.
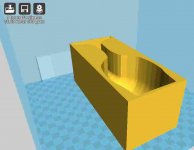
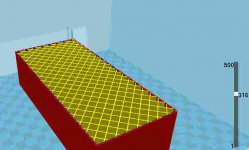
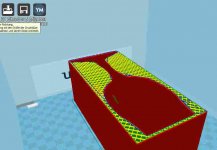
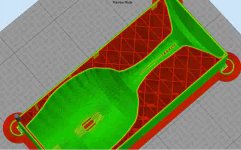
Ich bekomme es mit Simplify nicht hin, das das infill vernüftig wird. ich habe das Gefühl, als ob das Verhältnis
vom Extruder nicht richtig ist. Leider finde ich keine Möglichkeit, das irgendwo einzustellen. Ich habe die
Extrusion Multiplier schon auf 1,4 hoch gedreht. Bei Cura würde er schon eine Wurst vor sich herschieben.
Hier passiert gar nichts. Der Würfel sieht aus wie ein Abwaschschwamm.
Hat jemand eine Idee?
Gruss
Carsten
erst mal hallo, ich bin der Carsten.
Mein Problem:
Ich bin gerade dabei, den DeltaTower und Simplify zu verheiraten. Gestaltet sich aber äuserst schwierig.
Hatte vorher Cura laufen. Da passten die G-codes.
Ich bekomme es mit Simplify nicht hin, das das infill vernüftig wird. ich habe das Gefühl, als ob das Verhältnis
vom Extruder nicht richtig ist. Leider finde ich keine Möglichkeit, das irgendwo einzustellen. Ich habe die
Extrusion Multiplier schon auf 1,4 hoch gedreht. Bei Cura würde er schon eine Wurst vor sich herschieben.
Hier passiert gar nichts. Der Würfel sieht aus wie ein Abwaschschwamm.
Hat jemand eine Idee?
Gruss
Carsten
")