A
andre
Foren-Einsteiger
- Dabei seit
- 01.02.2018
- Beiträge
- 11
Hallo,
ich wollte ja eigentlich garnicht schreiben, habe nur schon viel gelesen, aber ich stehe gerade vor einem Problem und weis nicht weiter...
Auf jeden Fall schon mal vielen Dank an die anderen hier, ich hab schon vor dem Drucker Kauf viel gelesen und es ist toll was schon alles an Fragen beantwortet wurde")
Aber, ich habe seit kurzem einen Anycubic i3 Mega und ein Problem
Ich hoffe Ihr könnt mir ein wenig helfen, zumindest in welche Richtung ich noch schauen / probieren muss.
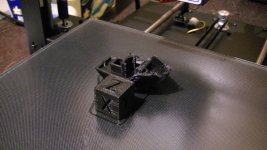
Das Problem ist: Der Drucker druckt Prima, bis zu einer gewissen Schicht, meist so zw. 1 und 2 cm und dann fängt das Extruder an zu knacken und fördert nicht mehr.
Beendet man den Druck, lässt alles abkühlen und fängt von vorne an gehts wieder...
Was hab ich schon probiert:
Verstopfte Düse schließe ich aus, mehrfach gereinigt und überprüft, vor allem aber, es geht auch ohne reinigen nach dem abkühlen wieder weiter, aber eben nur unten, ab einer bestimmten Höhe ist dann wieder schicht...
Verschiedene Retract Settings (gegen verkleben im Hotend), ich hab das retract so weit zurück gedreht das ich schöne Fäden ziehen kann, aber es wird nicht wirklich besser....
Führung bis ins Hotend geht leicht, so wie ich das erwarten würde bei dem Aufbau. Auch hier wieder, wenn es da ein Problem gäbe, dann müsste das ja auch von Anfang an auftreten...
Die Kühlung vom Hotend läuft volle pulle, der Oberteil wird auch nicht übermäßig warm.
Filamentrollte läuft frei und leicht.
Temperatur hat keinen Einfluss (plus minus 10 Grad)
Der Antrieb rutscht NICHT durch, der Motor springt zurück!
Erhöht man den Druck auf die Andruckrolle kann man das Problem direkt provozieren, mit weniger Druck wirds nicht besser, seiden es ist so wenig das es durchrutscht.
Langsamer Drucken hilft auch nicht
Manchmal kann man eine 'Problemstelle' überbrücken in dem man kurz hilft das Filament zu schieben, dann bekommt er sich wieder ein.
Kurz gesagt, ich weis nicht mehr weiter.
Naja, eine Sache hab ich gefunden, weis aber nicht ob und wie ich da was ändere, die Spannung bzw. Strombegrenzung vom Extrudermotor aufdrehen... aber könnte es das sein?
Ich hoffe Ihr habt ein paar Tips für mich.
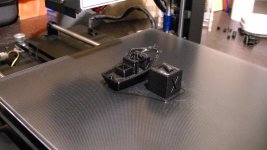
Nach dem letzten Druck der das Problem erzeugt hat hab ich mal da Filament ein stück weit abkühlen lassen und raus gezogen, vielleicht kann damit ja jemand was anfangen?
Vielen Dank und viele Grüsse
Andre
ich wollte ja eigentlich garnicht schreiben, habe nur schon viel gelesen, aber ich stehe gerade vor einem Problem und weis nicht weiter...
Auf jeden Fall schon mal vielen Dank an die anderen hier, ich hab schon vor dem Drucker Kauf viel gelesen und es ist toll was schon alles an Fragen beantwortet wurde
Aber, ich habe seit kurzem einen Anycubic i3 Mega und ein Problem
Ich hoffe Ihr könnt mir ein wenig helfen, zumindest in welche Richtung ich noch schauen / probieren muss.
Das Problem ist: Der Drucker druckt Prima, bis zu einer gewissen Schicht, meist so zw. 1 und 2 cm und dann fängt das Extruder an zu knacken und fördert nicht mehr.
Beendet man den Druck, lässt alles abkühlen und fängt von vorne an gehts wieder...
Was hab ich schon probiert:
Verstopfte Düse schließe ich aus, mehrfach gereinigt und überprüft, vor allem aber, es geht auch ohne reinigen nach dem abkühlen wieder weiter, aber eben nur unten, ab einer bestimmten Höhe ist dann wieder schicht...
Verschiedene Retract Settings (gegen verkleben im Hotend), ich hab das retract so weit zurück gedreht das ich schöne Fäden ziehen kann, aber es wird nicht wirklich besser....
Führung bis ins Hotend geht leicht, so wie ich das erwarten würde bei dem Aufbau. Auch hier wieder, wenn es da ein Problem gäbe, dann müsste das ja auch von Anfang an auftreten...
Die Kühlung vom Hotend läuft volle pulle, der Oberteil wird auch nicht übermäßig warm.
Filamentrollte läuft frei und leicht.
Temperatur hat keinen Einfluss (plus minus 10 Grad)
Der Antrieb rutscht NICHT durch, der Motor springt zurück!
Erhöht man den Druck auf die Andruckrolle kann man das Problem direkt provozieren, mit weniger Druck wirds nicht besser, seiden es ist so wenig das es durchrutscht.
Langsamer Drucken hilft auch nicht
Manchmal kann man eine 'Problemstelle' überbrücken in dem man kurz hilft das Filament zu schieben, dann bekommt er sich wieder ein.
Kurz gesagt, ich weis nicht mehr weiter.
Naja, eine Sache hab ich gefunden, weis aber nicht ob und wie ich da was ändere, die Spannung bzw. Strombegrenzung vom Extrudermotor aufdrehen... aber könnte es das sein?
Ich hoffe Ihr habt ein paar Tips für mich.
Nach dem letzten Druck der das Problem erzeugt hat hab ich mal da Filament ein stück weit abkühlen lassen und raus gezogen, vielleicht kann damit ja jemand was anfangen?
Vielen Dank und viele Grüsse
Andre