TheDuke
Foren-Einsteiger
- Dabei seit
- 27.03.2018
- Beiträge
- 17
Hallo,
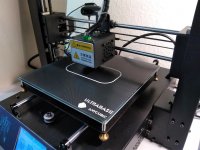
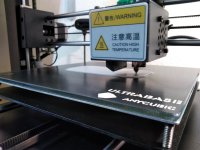
Ich versuche etwas mit ABS zu drucken. Ich Habe mir eine Ultrabase Druckbett gekauft, welche sehr hoch gelobt wird was Haftung angeht.
Trotz alledem habe ich besonders bei dem ABS keine Haftung und extremes warping. Ja das Druckbett reinige ich vorher sorgfältig und es ist auch korrekt gelevelt.
Die erste Schicht drucke ich mit 260°C alle weiteren mit 240°C, das Druckbett bei 100°C, ohne Kühlung und mit Brim.
Mache ich irgendetwas falsch?
Hat noch jemand schlechte Erfahrungen mit dem Ultrabsse gemacht?
Was kann ich noch dagegen tun?
Für das Ultrabase hatte ich mich entschieden um auf Hilfsmittel für mehr Haftung verzichten zu können, wie z.B. das sogenannte Bluetape.
Ich versuche etwas mit ABS zu drucken. Ich Habe mir eine Ultrabase Druckbett gekauft, welche sehr hoch gelobt wird was Haftung angeht.
Trotz alledem habe ich besonders bei dem ABS keine Haftung und extremes warping. Ja das Druckbett reinige ich vorher sorgfältig und es ist auch korrekt gelevelt.
Die erste Schicht drucke ich mit 260°C alle weiteren mit 240°C, das Druckbett bei 100°C, ohne Kühlung und mit Brim.
Mache ich irgendetwas falsch?
Hat noch jemand schlechte Erfahrungen mit dem Ultrabsse gemacht?
Was kann ich noch dagegen tun?
Für das Ultrabase hatte ich mich entschieden um auf Hilfsmittel für mehr Haftung verzichten zu können, wie z.B. das sogenannte Bluetape.
") .
.