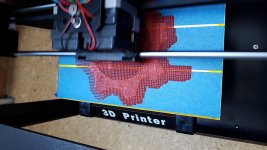
Äh, wenn ich das Knacken am Anfang richtig deute, dann fährst du gegen die Begrenzungen - zumindest läßt das dein Raft von den Dimensionen her vermuten - geht bis zum
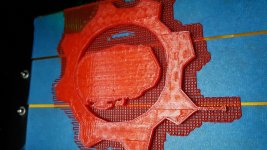
Rand des Druckbettes. Ist nicht normal...! Entweder ist das Teil zu groß oder falsch ausgerichtet. Das funzt zwar, aber dein Drucker bekommt nichts von diesem "Knacken" mit - ergo hast du in dem Teil Schrittverluste, was nicht sehr förderlich für die Druckgenauigkeit ist... Der Boden sieht sagen wir mal ausbaufähig aus. Flächen sind nicht geschlossen, was auf falsche Extrusion Width und falsche Flow-Werte hindeutet...
Zur Temperatur kann ich nichts sagen, das gibt Aufnahmewinkel und Detailansicht nicht her, aber ich vermute, du hast da keinerlei Abgleich gemacht, oder? Einfach Herstellerprofil und los, oder?
Das wird ein harter kampf mit der Methode... Wenn du anfängst, solltest du erstmal kleine Boxen, bestehend aus einem Perimeter drucken. Sind schnell gedruckt, Praktisch und man sieht sofort, wenn man Sie gegen das Licht hält sofort, was Sache ist... Aber zu allererst würde ich mal abgleichen, was das Filament macht. Einfach auf einen Meter länge mal alle 10 cm den Durchmesser in beide Richtungen messen (so merkst auch schnell, ob es rund oder leicht Oval ist...). und aus diesen 20 Messungen den Durchschnitt messen. Diesen Wert mußt du in deinem Slicer eintragen. Dann würde ich mal aufheizen und einfach in die Luft eine Weile Extruieren lassen. So 20 cm, damit die Kammer gefüllt ist und sich einpendelt. Diesen Knäuel erkalten lassen und mal messen, welchen Durchmesser er hat. Das ist deine Extrusion Width für deinen Slicer, nämlich genau das, was durch die Düse ohne Gegendruck (Werkstück/ Druckplatte) gepresst wird. Im ersten Layer kannst du Ihn geringfügig weiter stellen, um etwas mehr Anpressdruck zu erhalten, beim Bridgeing ist es besser, schneller zu fahren und - sehr vorsichtig, da der Faden gern reißt - etwas dünner als Extrusion Width zu fahren. Bewirkt, dass der Faden etwas gespannt wird - wirkt etwas der Schwerkraft entgegen... Aber das sind Sonderfälle, mit denen mußt dich nicht am Anfang auseinander setzen. War nur ein kurzer wink, dass nicht alles in Stein gemeiselt ist. Vorrausgesetzt, du weißt, was du tust...
Damit hast du schonmal 2 wichtige Kenngrößen. Raft verwende ich nie, Briem reicht eigentlich, aber mußt du wissen. Am Anfang sicherlich einfacher, da er eine schieflage oder nicht exakt ausgemittelte Höhe korrigieren kann. Besser wäre es, Flucht und Layerhöhe sauber einzustellen, dann klappt es deutlich besser mit dem ersten Layer.
Was du dann noch wissen solltest, ist, ob dein Drucker auch tatsächlich 1 cm Fördert, wenn du 1 cm gefördert haben willst. Das ist nämlich gar nicht gesagt. Da spielen Düsengröße, Material und Temperatur mit rein, genauso wie die Steps, die in der FW eingestellt sind. Der Hersteller kann nämlich nur auf ein bestimmtes Verhältnis den Drucker einstellen. I.dr. die Düse im Auslieferzustand sowie PLA mit optimaler Fließtemperatur. Da sollte es genau aufgehen. Änderst du die Düse, änderst du den Wiederstand, genauso, wenn du die Layerhöhe änderst. Ich gleich das immer so ab, das ich einen Würfel mit 1 cm Kanntenlänge drucke. Der Slicer sagt mir, Wieviel cm Material er dafür mit den Werten braucht. Das messe ich am Filament ab und mache mir eine Markierung mit CD-Marker. Dann mache ich noch 10 cm später nochmal eine Markierung sowie nach 20 cm. Wenn ich nun drucke, sollte er bei der 1.ten Markierung stehen bleiben. Bleibt er vorher stehen, Extruiert er definitiv zu wenig. Fährt er darüber hinaus, kann ich dank der beiden anderen Messpunkte noch bestimmen, wieviel er drüber hinaus geht und entsprechend die Überextrusion bestimmen. Nun gibt es 2 Möglichkeiten: Entweder über den Flow-Wert korrigieren, oder aber in der FW. Wenn es in der Grundeinstellung nicht paßt, wäre sinnvoll, dass in der FW zu korrigieren, wenn die Kenntnisse da sind. Damit hast dann nur geringe korrekturen von Filament zu Filament. Das nächste wäre noch ein kleiner Turm, bei dem du im Slicer alle 5 mm die Temperatur änderst. Würde ich aber nicht zu klein wählen - vielleicht 5 cm Durchmesser. Damit hat er genug Verweildauer Pro Layer und die Temperatur kann sich sauber einpendeln - und letztlich ist er mit der heißen Düse nicht zulange an einem Punkt bzw. unmittelbar daneben. Du fährst die ganze Temperaturbreite des Filaments in 5 mm Schritten, jeweils immer 5 Grad mehr, ab und schaust dir nachher das Ergebnis an. Du wirst sofort erkennen, wo der Perfekte Temperaturbereich ist (max. Layerhaftung, wird bei höheren Temperaturen nicht besser, aber kühlt schnell genug bei der gewählten Druckgeschwindigkeit wieder ab - das ändert sich je nach Druckgeschwindigkeit nämlich! Je langsamer, desto kühler mußt du, je schneller, desto heißer, da die Verweildauer und somit der Zeitfaktor, indem das Filament Wärmeenergie aufnehmen kann, sich verändert...). Aber das sind Erfahrungswerte...
Wenn du das verstehst du schon deutlich besser, was da schief läuft und woran du drehen mußt, um auf das gewünschte Ergebnis zu kommen...
Vielleicht schaust mal bei 3d-druck-community oder so rein. Da rennen genug "alte Hasen" rum... Ich schau da auch öfter vorbei. Hier bin ich sehr selten. Meist bin ich bei uns im RF1000.de.
Ist speziell für die Conrad-Drucker ein Forum, von daher sehr speziell, aber von den Druckproblemen her ist alles im Prinzip die gleichen Probleme - Nur Mechanik und FW-mods bringen halt anderen herzlich wenig, aber die braucht man ja auch nicht unbedingt... ;-)
Gruß, Digibike