B
Bonsi
Foren-Einsteiger
- Dabei seit
- 10.04.2017
- Beiträge
- 6
Hallo,
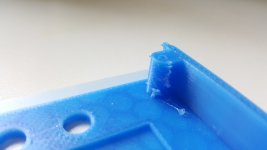
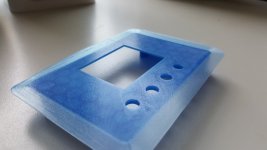
anbei sehr ihr mein Problem: Eigentlich(!) ist die erste Schicht (PLA, Dicke 0.1mm, 200°, Bett 65°, Druck auf Glas + Haarlack) perfekt. Immer auf der rechten Seite ist sie allerdings extrem Schlecht, fällt vor allem bei Drucken mit Brim auf. Irgendwie wellt sich das Material.. Ganz komisch zu beschreiben.
Woran kann das liegen?
- Bett ist wirklich perfekt gelevelt, ich hab es auch mehrmals neu gelevelt. Es ist IMMER exakt gleich
- Auch ein bewusstes Höher/tiefer stellen auf einer Seite bringt ähnliche Ergebnisse
Was kann es noch sein? Ich bin ratlos.
Danke, VG
anbei sehr ihr mein Problem: Eigentlich(!) ist die erste Schicht (PLA, Dicke 0.1mm, 200°, Bett 65°, Druck auf Glas + Haarlack) perfekt. Immer auf der rechten Seite ist sie allerdings extrem Schlecht, fällt vor allem bei Drucken mit Brim auf. Irgendwie wellt sich das Material.. Ganz komisch zu beschreiben.
Woran kann das liegen?
- Bett ist wirklich perfekt gelevelt, ich hab es auch mehrmals neu gelevelt. Es ist IMMER exakt gleich
- Auch ein bewusstes Höher/tiefer stellen auf einer Seite bringt ähnliche Ergebnisse
Was kann es noch sein? Ich bin ratlos.
Danke, VG
")