H
horst.w
Foren-Profi
- Dabei seit
- 13.05.2014
- Beiträge
- 935
No Title
NEIN, ist es auch nicht !!!
Heute Nacht um 3.00 senkrecht gesessen. Das KANN kein TopSolidLayer sein, das IST Infill. Die TopSolids sind noch gar nicht gedruckt ...
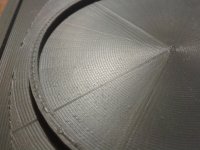
INFILL wird gedruckt mit den Perimetern und einer mehr oder weniger dichten Überkreuzlage von Bahnen im Innenbereich;
TopSolidLayer werden wasserdicht gedruckt mit den Perimetern und nach innen reinziehenden Kreisen oder Rechtecken.
Wie das mindestens oder besser auszusehen hat, s. Bild (concentric)
Wo da nun der Fehler liegt - k. A..Wird man sehen, wenn Du lieferst. EMailadresse haste inzwischen.
WICHTIG! Nichts, absolid nichts mehr verändern an Einstellungen oder sonstwas! Alles so lassen, wie Du den Murks da gedruckt hast.
H.
... wie bitte??????????????? kann ja nicht wahr sein!
NEIN, ist es auch nicht !!!
Heute Nacht um 3.00 senkrecht gesessen. Das KANN kein TopSolidLayer sein, das IST Infill. Die TopSolids sind noch gar nicht gedruckt ...
INFILL wird gedruckt mit den Perimetern und einer mehr oder weniger dichten Überkreuzlage von Bahnen im Innenbereich;
TopSolidLayer werden wasserdicht gedruckt mit den Perimetern und nach innen reinziehenden Kreisen oder Rechtecken.
Wie das mindestens oder besser auszusehen hat, s. Bild (concentric)
Wo da nun der Fehler liegt - k. A..Wird man sehen, wenn Du lieferst. EMailadresse haste inzwischen.
WICHTIG! Nichts, absolid nichts mehr verändern an Einstellungen oder sonstwas! Alles so lassen, wie Du den Murks da gedruckt hast.
H.










 gedruckt. Deshalb sieht sie so grauslich aus.
gedruckt. Deshalb sieht sie so grauslich aus.



