E
emiforlin
Foren-Einsteiger
- Dabei seit
- 26.03.2014
- Beiträge
- 33
No Title
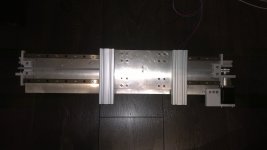
Hier mal meine neue Halterung für die 2 Druckköpfe....Diese wird dann mit 2 Spindeln/Getriebemotoren hoch und runter gefahren. Das ganze auch wieder über 4 Schlitten. Habe bei ebay für nicht mal 100 Euro 4 Linearführungen mit je 2 Schlitten ersteigert......wie neu.

Hier mal meine neue Halterung für die 2 Druckköpfe....Diese wird dann mit 2 Spindeln/Getriebemotoren hoch und runter gefahren. Das ganze auch wieder über 4 Schlitten. Habe bei ebay für nicht mal 100 Euro 4 Linearführungen mit je 2 Schlitten ersteigert......wie neu.
Anhänge
Zuletzt bearbeitet:
") weil so ist mein plan wenn ich meinen drucker wieder repariert habe
weil so ist mein plan wenn ich meinen drucker wieder repariert habe