P
Puzzles
Foren-Einsteiger
- Dabei seit
- 06.06.2014
- Beiträge
- 23
Hallo zusammen,
Mein Da Vinci lief eigentlich ganz gut, und meine Einstellungsarbeiten waren langsam von Erfolg gekrönt. Doch auf einmal funktioniert nichts mehr.
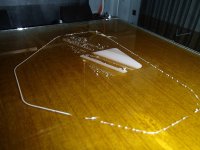
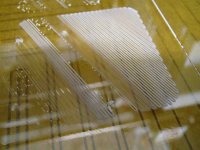
Die angehangenen Bilder zeigen die erste Schicht, welche dann abgebrochen wurde.
Wie zu erkennen verwende ich auf dem Druckbett ein Kaptonband.
Als Filament verwende ich das weiße ABS von iGo3D
Als Slicing Software benutze ich Slic3r mit folgenden Einstellungen:
Hier wahrscheinlich am auffälligsten ist der Extrusion Multiplier von 2, aber nur so kamen verwendbare Bauteile zu stande.
Während die Druckqualität des Rafts den Bach runter ging, habe ich ein mechanisches Geräusch gehört, dass ich schon einmal gehört habe, als meine Düse verstopft war. Es wird vom Extruder kommen, der das Filament nicht weiter fördern kann. Wenn ich allerdings unter Utilities auf Load Filament gehe, damit der Extruder weiter Filament einzieht, extrudiert dieser dieses ganz normal ohne komische Geräusche...
Nur woran kann das auf einmal liegen?
Mein Da Vinci lief eigentlich ganz gut, und meine Einstellungsarbeiten waren langsam von Erfolg gekrönt. Doch auf einmal funktioniert nichts mehr.
Die angehangenen Bilder zeigen die erste Schicht, welche dann abgebrochen wurde.
Wie zu erkennen verwende ich auf dem Druckbett ein Kaptonband.
Als Filament verwende ich das weiße ABS von iGo3D
Als Slicing Software benutze ich Slic3r mit folgenden Einstellungen:
Code:
# generated by Slic3r 1.1.5 on Mon Jul 7 20:55:55 2014
avoid_crossing_perimeters = 1
bed_size = 200,200
bed_temperature = 95
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_fan_speed = 100
bridge_flow_ratio = 1
bridge_speed = 40
brim_width = 0
complete_objects = 0
cooling = 1
default_acceleration = 0
disable_fan_first_layers = 1
dont_support_bridges = 1
duplicate_distance = 6
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
external_perimeter_speed = 70%
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 2
extrusion_width = 0
fan_always_on = 0
fan_below_layer_time = 60
filament_diameter = 1.72
fill_angle = 45
fill_density = 30%
fill_pattern = rectilinear
first_layer_acceleration = 0
first_layer_bed_temperature = 110
first_layer_extrusion_width = 200%
first_layer_height = 0.09
first_layer_speed = 10
first_layer_temperature = 240
g0 = 0
gap_fill_speed = 20
gcode_arcs = 0
gcode_comments = 0
gcode_flavor = reprap
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_speed = 80
interface_shells = 0
layer_gcode =
layer_height = 0.2
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 10
min_skirt_length = 0
notes =
nozzle_diameter = 0.3
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 50
perimeters = 3
post_process =
print_center = 100,100
raft_layers = 0
resolution = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 0.8
retract_length_toolchange = 10
retract_lift = 0.2
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 20
seam_position = aligned
skirt_distance = 7
skirt_height = 1
skirts = 3
slowdown_below_layer_time = 30
small_perimeter_speed = 70%
solid_fill_pattern = rectilinear
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0
solid_infill_speed = 70
spiral_vase = 0
standby_temperature_delta = -5
start_gcode = --- Alles ueber dieser Linie Loeschen ---\n; filename = composition.3w\n; machine = daVinciF10\n; material = abs\n; layer_height = [layer_height]\n; total_layers = 1000\n; total_filament = 0.00\n; extruder = 1\nG21 ; set units to millimeters\nM107\nG28 ; home all axes\nM190 S[first_layer_bed_temperature] ; wait for bed temperature to be reached\nM104 S[first_layer_temperature] ; set temperature\nM109 S[first_layer_temperature] ; set temperature\nG92 E0 ; E auf Null setzen\nM82 ; Set Extruder to absolute mode\nG1 Z5 F5000 ; lift nozzle
support_material = 1
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 50
temperature = 230
thin_walls = 1
threads = 2
toolchange_gcode =
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 130
use_firmware_retraction = 0
use_relative_e_distances = 0
vibration_limit = 0
wipe = 0
z_offset = 0Hier wahrscheinlich am auffälligsten ist der Extrusion Multiplier von 2, aber nur so kamen verwendbare Bauteile zu stande.
Während die Druckqualität des Rafts den Bach runter ging, habe ich ein mechanisches Geräusch gehört, dass ich schon einmal gehört habe, als meine Düse verstopft war. Es wird vom Extruder kommen, der das Filament nicht weiter fördern kann. Wenn ich allerdings unter Utilities auf Load Filament gehe, damit der Extruder weiter Filament einzieht, extrudiert dieser dieses ganz normal ohne komische Geräusche...
Nur woran kann das auf einmal liegen?
Anhänge
Zuletzt bearbeitet:
")