J
jo_3d
Foren-Einsteiger
- Dabei seit
- 20.01.2017
- Beiträge
- 4
Hallo,
irgendwie kann ich schon beim Thema nicht die richtigen Worte finden. Bisher habe ich auch keinen ähnlichen Effekt zuordnen können.
Mein 3D Drucker (TEVO Black Widow) hebt beim Drucken scheinbar die Z-Achse nicht richtig.
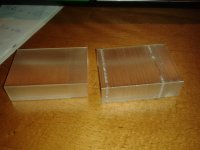
Bei den Testdrucken mit einem 20mm Cube war alles in Ordnung. Verfahrwege stimmen auf den mm. Der Test-Cube stimmt auf den Millimeter.
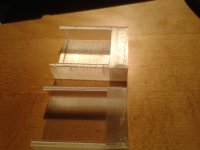
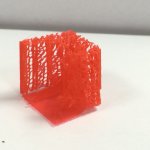
Nun wollte ich einen kleinen Ring von thingeverse drucken. Schon nach einigen Lagen merkt man, dass die Düse im gedruckten Material herumschmiert. Irgendwann verschiebt es dann das ganze Objekt. Das hatte ich schon bei einem anderen Druckobjekt von thingevers (ball_and_socket_mount).
Wo müsste ich eventuell nun Parameter verstellen, dass es bei Objektvorlagen funktioniert? Die Druckhöhe, Schichtdicke müsste doch in den Druckereinstellungen hinterlegt sein.
Drucker (Tevo, Black Widow; PLA 1,75mm, 210°, Heizbett 70°, Düse 0,4mm)
Vielleicht kennt jemand diesen Effekt
Viele Grüße
jo_3d
irgendwie kann ich schon beim Thema nicht die richtigen Worte finden. Bisher habe ich auch keinen ähnlichen Effekt zuordnen können.
Mein 3D Drucker (TEVO Black Widow) hebt beim Drucken scheinbar die Z-Achse nicht richtig.
Bei den Testdrucken mit einem 20mm Cube war alles in Ordnung. Verfahrwege stimmen auf den mm. Der Test-Cube stimmt auf den Millimeter.
Nun wollte ich einen kleinen Ring von thingeverse drucken. Schon nach einigen Lagen merkt man, dass die Düse im gedruckten Material herumschmiert. Irgendwann verschiebt es dann das ganze Objekt. Das hatte ich schon bei einem anderen Druckobjekt von thingevers (ball_and_socket_mount).
Wo müsste ich eventuell nun Parameter verstellen, dass es bei Objektvorlagen funktioniert? Die Druckhöhe, Schichtdicke müsste doch in den Druckereinstellungen hinterlegt sein.
Drucker (Tevo, Black Widow; PLA 1,75mm, 210°, Heizbett 70°, Düse 0,4mm)
Vielleicht kennt jemand diesen Effekt
Viele Grüße
jo_3d