D
Degalus
Foren-Einsteiger
- Dabei seit
- 12.08.2018
- Beiträge
- 15
Danke Pelletext.
Aber wär nice wenn ich das einfache standard drucken hinkriegen würd. Will nich unbedingt auf andere angewissen sein damit sie mir die Models umbasteln.
Was genau is die Begründung für nicht aufrecht drucken?
Update:
Ich konnte erst ab 210C mit der 0.3er Düse drucken und auch nur unregelmäßig. Durfte 3 mal reinigen bevor ichs aufgegeben hab und jetzt wieder mit ner neuen 0.4er Düse druck.
Fahr ausversehn jetzt immernoch mit Jerk 10 aber derweil sieht der Support gut aus. Schön gleichmäßig. Denk mal die Z Achse hat da auch etwas mitgespielt.
Layer Hight 0.2
Line Width 0.4
Print Speed 40
Wallspeed 20
Printing Temp 198C
Scheinen grad recht gut zu funktioniern.
Update Nachtrag:
Musste den Druck abbrechen wegen eines Denkfehlers den ich beim einstelln des Supports hatte.
Ich dachte mir wenn ich nen Vergleich machen will stell ich sie auf wie vorher nur diesmal mit den Gondeln nach unten damit die Spitze der Schüssel nicht wieder abbricht.
Was ich übersehn hab ist das die Gondeln auch wenn sie umringt sind von Supports dennoch Platz zum wackeln haben. Nachdem sie eine gewisse höhe erreicht hatten warn sie so wacklig das die Düse eine davon verschoben hat.
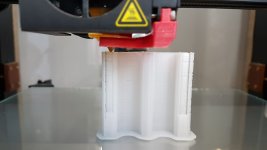
Jetzt hab ich mir den Druck mal angesehn und bemerkte das nun die Linienführung des Supports weitaus besser ist. Wahrscheinlich wegen der jetzt leichtgängigen Z Achse.
Aber bei der wackligen Gondel natürlich nicht.
Außerdem sieht es aus als wären die 8 mm Retration zuviel gewesen und man sieht das am Support immer am Layeranfang zuwenig Material verwendet wird und Löcher entstehn. Ich geh mal wieder runter auf 6 mm.
Aber wär nice wenn ich das einfache standard drucken hinkriegen würd. Will nich unbedingt auf andere angewissen sein damit sie mir die Models umbasteln.
Was genau is die Begründung für nicht aufrecht drucken?
Update:
Ich konnte erst ab 210C mit der 0.3er Düse drucken und auch nur unregelmäßig. Durfte 3 mal reinigen bevor ichs aufgegeben hab und jetzt wieder mit ner neuen 0.4er Düse druck.
Fahr ausversehn jetzt immernoch mit Jerk 10 aber derweil sieht der Support gut aus. Schön gleichmäßig. Denk mal die Z Achse hat da auch etwas mitgespielt.
Layer Hight 0.2
Line Width 0.4
Print Speed 40
Wallspeed 20
Printing Temp 198C
Scheinen grad recht gut zu funktioniern.
Update Nachtrag:
Musste den Druck abbrechen wegen eines Denkfehlers den ich beim einstelln des Supports hatte.
Ich dachte mir wenn ich nen Vergleich machen will stell ich sie auf wie vorher nur diesmal mit den Gondeln nach unten damit die Spitze der Schüssel nicht wieder abbricht.
Was ich übersehn hab ist das die Gondeln auch wenn sie umringt sind von Supports dennoch Platz zum wackeln haben. Nachdem sie eine gewisse höhe erreicht hatten warn sie so wacklig das die Düse eine davon verschoben hat.
Jetzt hab ich mir den Druck mal angesehn und bemerkte das nun die Linienführung des Supports weitaus besser ist. Wahrscheinlich wegen der jetzt leichtgängigen Z Achse.
Aber bei der wackligen Gondel natürlich nicht.
Außerdem sieht es aus als wären die 8 mm Retration zuviel gewesen und man sieht das am Support immer am Layeranfang zuwenig Material verwendet wird und Löcher entstehn. Ich geh mal wieder runter auf 6 mm.
Zuletzt bearbeitet: